
Mientras estaba terminando mi revisión de la Gran División No.22se me ocurrió una idea. ¿Por qué no devolverlo en persona y comprobar también cómo se hizo?
Siempre estoy dispuesto a hacer un viaje por carretera, y el norte del estado de Nueva York es una zona preciosa para viajar, así que unos cuantos correos electrónicos más tarde, se hicieron planes y se hicieron las maletas. Así es como No.22 Bicycles fabrica sus magníficas bicicletas de carretera y gravel de titanio y produce algunos de los mejores acabados anodizados del sector…
Un poco de historia de fondo

Si iniciar una empresa de bicicletas hechas a mano desde cero parece un proceso grande y complicado, le sorprenderá saber que enviaron su primera bicicleta a las pocas semanas de abrir este espacio.
Eso se debe en parte a que empezaron siendo pequeños. Solo había línea eléctrica hasta la caja de interruptores, que alimentaba algunas luces y enchufes.
Si bien los cofundadores Mike y Bryce provenían del lado entusiasta más que de la industria del ciclismo, trajeron a varios de los diseñadores y constructores de Saratoga Frameworks (anteriormente Serrotta). Si bien ese equipo fundador provenía de una operación establecida, aquí tuvieron que descubrir dónde colocar las cosas, conseguirles energía y crear sus propios procesos que harían que No.22 fuera único. (Lea nuestra entrevista con Mike para una inmersión más profunda en su historia de origen)

Comenzó con sólo cinco personas, en una parte más pequeña de este espacio, y todos estaban básicamente en la misma habitación. Mantuvieron todo cerca para no tener que cruzar todo el edificio. Pero a medida que crecieron, las cosas se extendieron y se agregaron más máquinas.


Ahora hacen todo en casa excepto la impresión 3D de su potencia y punteras, que se hace en Silca.
Arriba se muestran punteras mecanizadas anteriores (izquierda), pero han cambiado a piezas impresas en 3D (derecha) para obtener una alineación más consistente (y perfecta) entre los soportes de la pinza de freno y el eje pasante.

Durante COVID, no pudieron venir y trabajar en equipo, por lo que usaron ese tiempo de inactividad para mover la maquinaria pesada, pintar todo el interior y agregar más iluminación, más brillante. Todas las máquinas se colocaron más cerca de donde debían estar, lo que hizo que todos fueran más eficientes. El resultado es la fábrica que ves aquí.

Cuando empezaron, pedían tubos para un par de bicicletas a la vez, porque eso era todo lo que podían permitirse. Lo que significaba que cada tubo era de un lote diferente, lo que significaba que se anodizaban de forma diferente, lo cual era un desafío.
Ahora, están encargando tubos para seis meses o más y fabricando más bicicletas. Todavía es un número relativamente pequeño: en Serrotta fabricaban 12 fotogramas al día. Aquí ganan cuatro por semana.
Saltando a pintar y anodizar

Si bien estamos en el volumen de producción, notaron que solían producir más bicicletas por semana, pero han disminuido un poco desde que trasladaron todos los acabados internamente. Antes lo subcontrataban, pero la calidad y consistencia del trabajo no siempre era la que querían.

Así que lo trajeron internamente y ahora realizan todo el anodizado y la pintura Cerakote en el sitio. Eso les da control total, pero lleva más tiempo. Pero ese control es importante porque Cerakote se aplica directamente sobre el titanio sin capa base ni imprimación, por lo que mostrará cualquier imperfección en el tubo, por lo que primero deben pulir y terminar todos los tubos y soldaduras a la perfección absoluta.

Las cabinas de granallado les permiten dar a algunos marcos (o partes de marcos) un acabado mate, mientras que otros (u otras partes) se pulen para obtener un acabado de alto brillo.

Cerakote viene en una amplia variedad de colores y todos se mezclan y preparan en el sitio.

Dejaron de usar pintura húmeda porque Cerakote es mejor, más liviano, más duradero y más limpio de usar. También se puede enviar de inmediato (mientras que la pintura húmeda necesita desgasificarse durante unos días antes de poder envolverla con burbujas…¡Y vaya, a No22 le gusta su plástico de burbujas!).

Su cabina de pintura está impecable y técnicamente Cerakote dice que ni siquiera es necesario usar una máscara mientras se pulveriza. Lo hacen de todos modos.

Año es difícil. Los diferentes colores solo provienen de diferentes voltajes. Los colores van desde el latón hasta el verde, creados con un voltaje que oscila entre 8 y 100 voltios. Obtener los desvanecimientos significa variar el voltaje a medida que avanzan, pero también aplicarlo en capas para obtener colores de mayor voltaje.
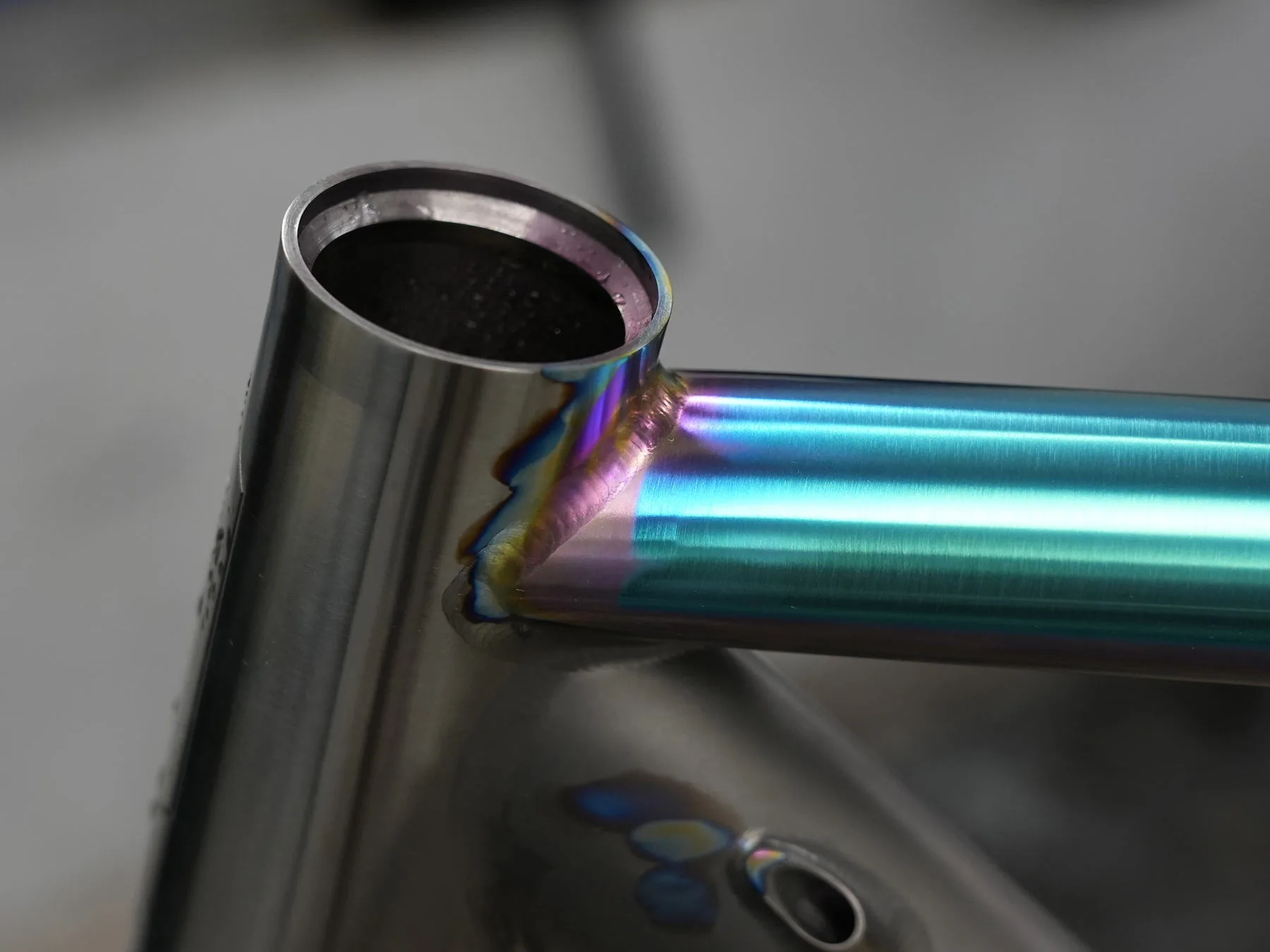
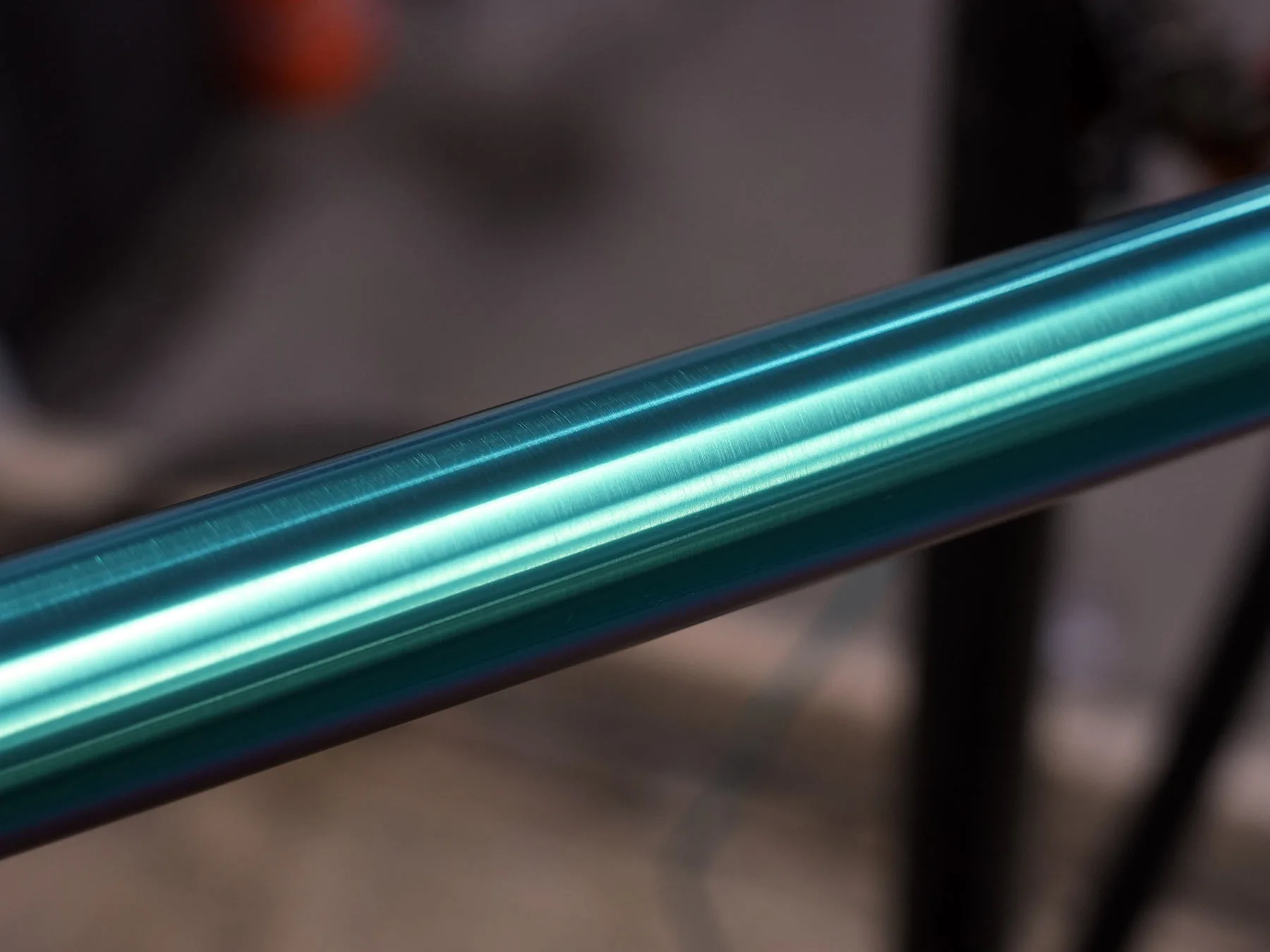



A la complejidad se suma que el color puede ser un poco diferente entre el titanio 6/4 y 3/2,5, y cualquier fluctuación en la fuente de alimentación también puede afectar el resultado. Entonces, lo que ves en sus marcos podría ser de 6 a 8 horas de anodizado además del trabajo de preparación.

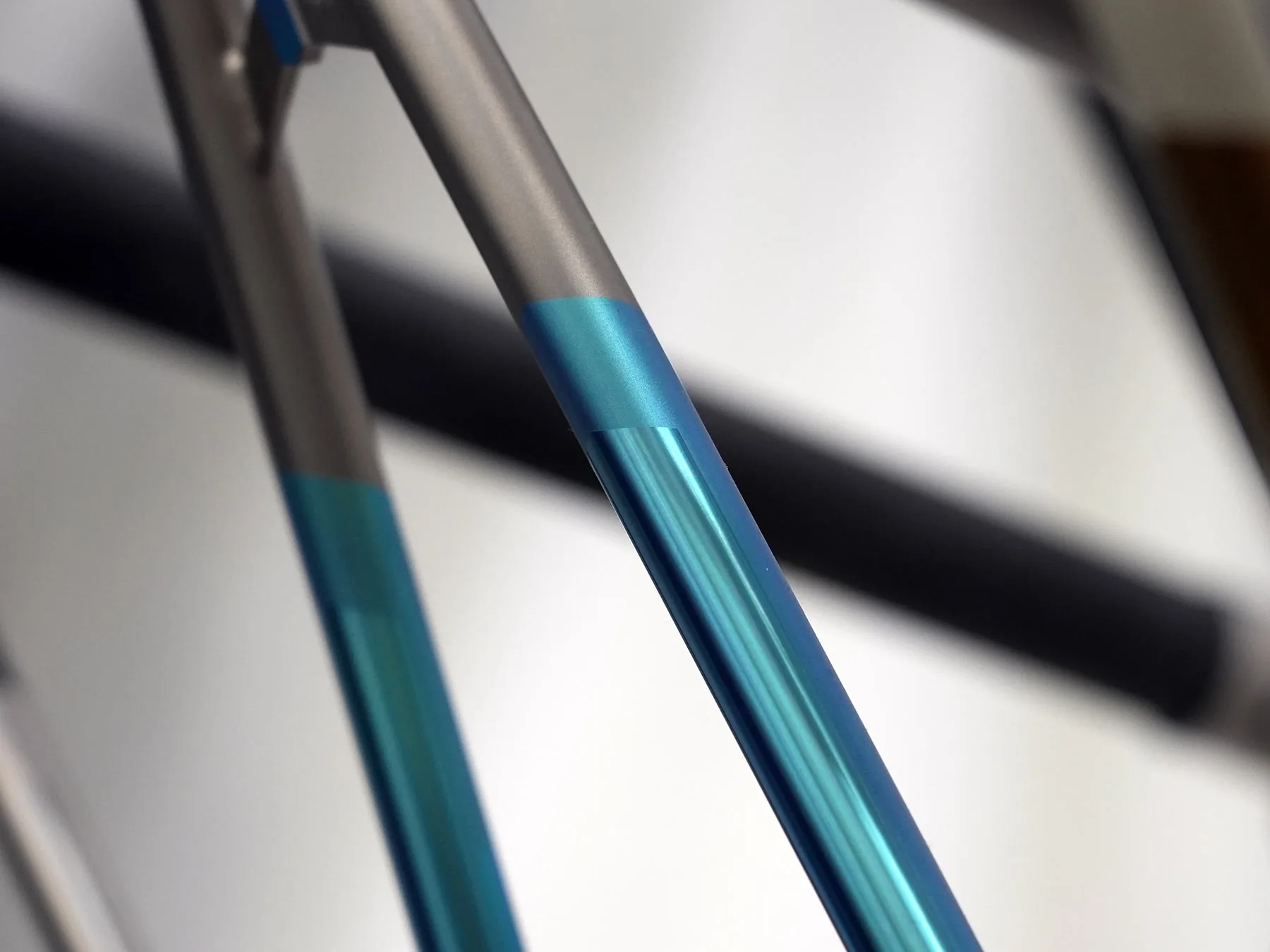
El enmascaramiento, pulido y granallado les permite obtener combinaciones de colores crudos, brillantes y mate.


Las calcomanías de vinilo se cortan en un trazador para crear los diseños. Se combinan con todo el Cerakoting, anodizado, pulido y granallado para lograr el resultado deseado.

Eso les permite obtener detalles y logotipos muy pequeños en todo el marco.
Cómo se fabrican las bicicletas número 22

Mike o Bryce son el primer punto de contacto. Toman el pedido y luego ellos o Scott hacen el diseño basándose en los números de ajuste. Scott revisa cada uno y tiene años de experiencia provenientes del entrenamiento y diseño en forma en Serotta.
Sus tubos superiores están en su mayoría nivelados, pero harán pequeños ajustes en la pendiente del tubo superior para obtener un logotipo de la tija del sillín unos mm por encima del cuello. Es un esfuerzo puramente estético, pero los detalles importan.
Las hojas de pedido del cliente tienen todos los números y luego pasa a producción. Ya no hacen dibujos de marcos, todo se hace por número y está codificado por colores por dispositivo, por lo que es fácil ejecutarlo de manera eficiente a través del sistema. Tienen máquinas y accesorios para la mayoría de los pasos para que puedan moverse rápidamente sin requerir muchos pasos de configuración adicionales entre diferentes tubos.

La Aurora y el Reactor tienen un tubo de sillín y un mástil de carbono, y lo fabrican con un inserto ajustable en lugar de hacer la bicicleta con un tubo de sillín completo y luego cortarlo, ahorrando así el tubo.
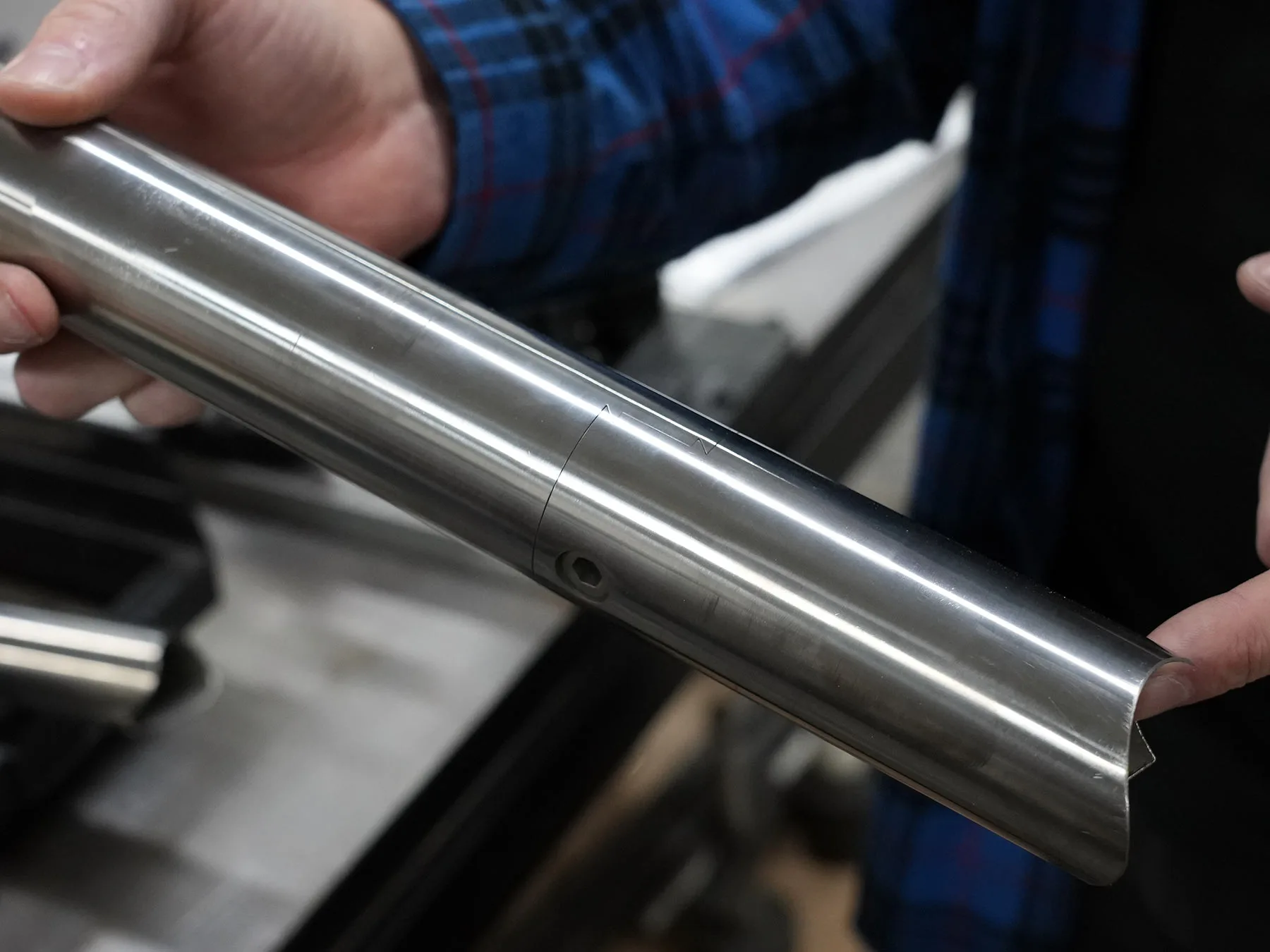
Se revisa el “lado alto” de cada tubo, porque no son rectos, por lo que tienen el lado alto apuntando directamente hacia el interior del triángulo frontal, lo que mantiene los tubos alineados. Sin esto, el marco podría “inclinarse” hacia la izquierda o hacia la derecha y sería casi imposible perfeccionarlo. Dicho todo esto, estamos hablando de una variación de ~0,3 mm, por lo que es solo un buen ejemplo de la atención al detalle.

Al unir los tubos principales se ahorra hasta 75 g por tubo y también se obtiene una calidad de conducción más elástica, lo que les permite obtener una calidad de conducción constante en todo el rango de tamaños.
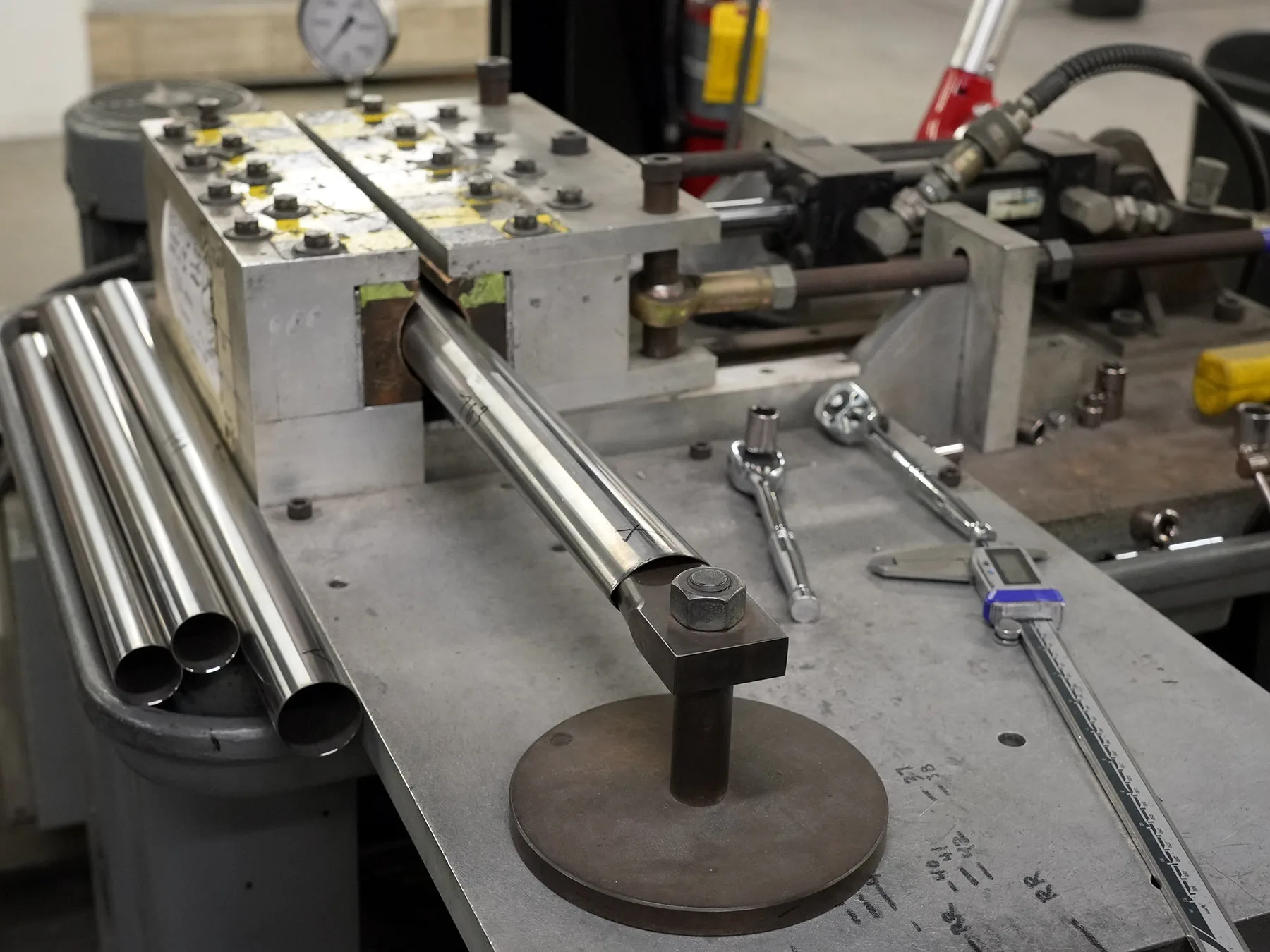
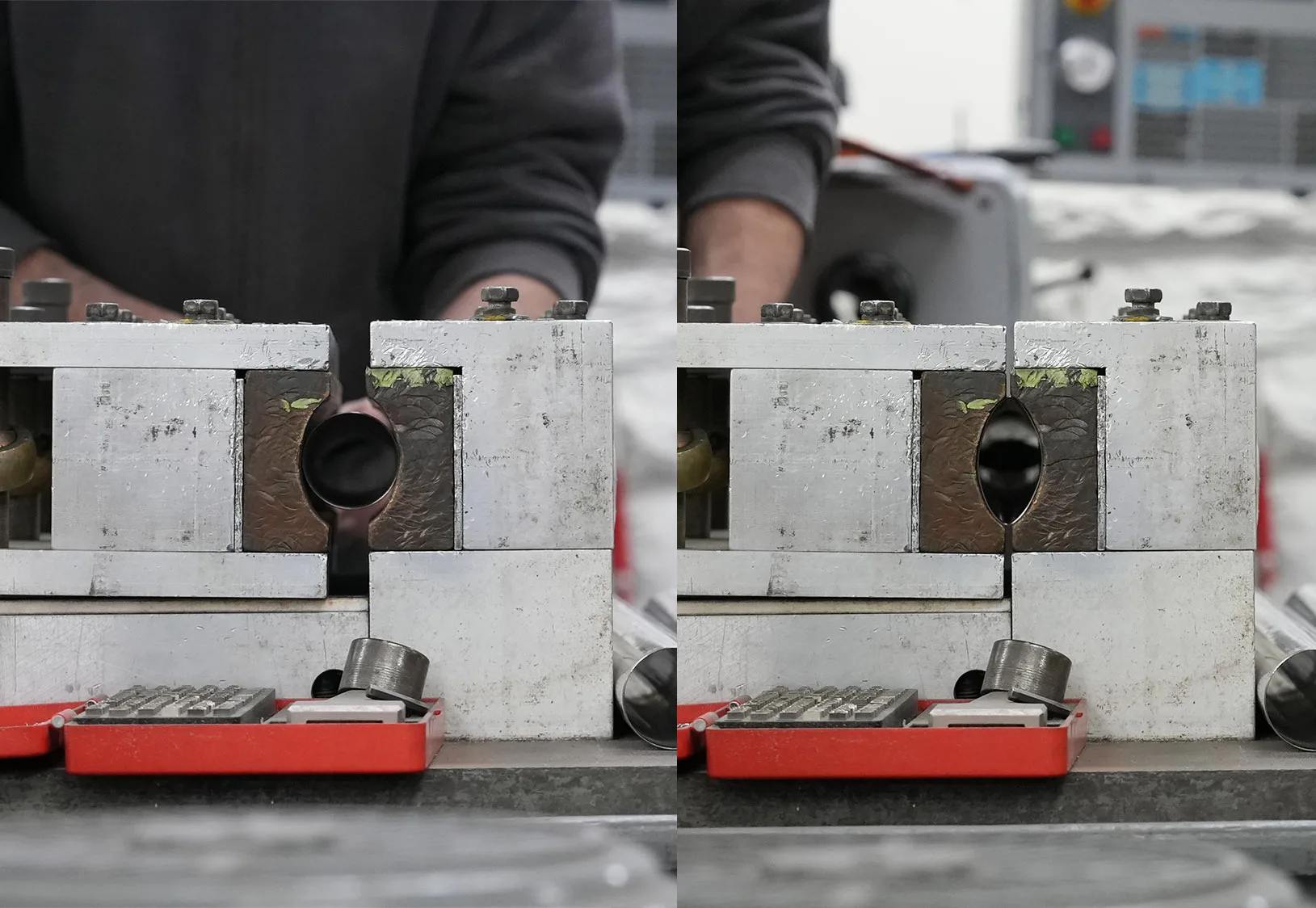
Los tubos diagonales están biovalados, lo que les da una postura más amplia en la parte inferior para un área de pedalier más rígida y más altos en el tubo de dirección para una apariencia más estilizada. Las plantillas de arriba comprimen el tubo mientras la otra se mantiene en su lugar a 90º.


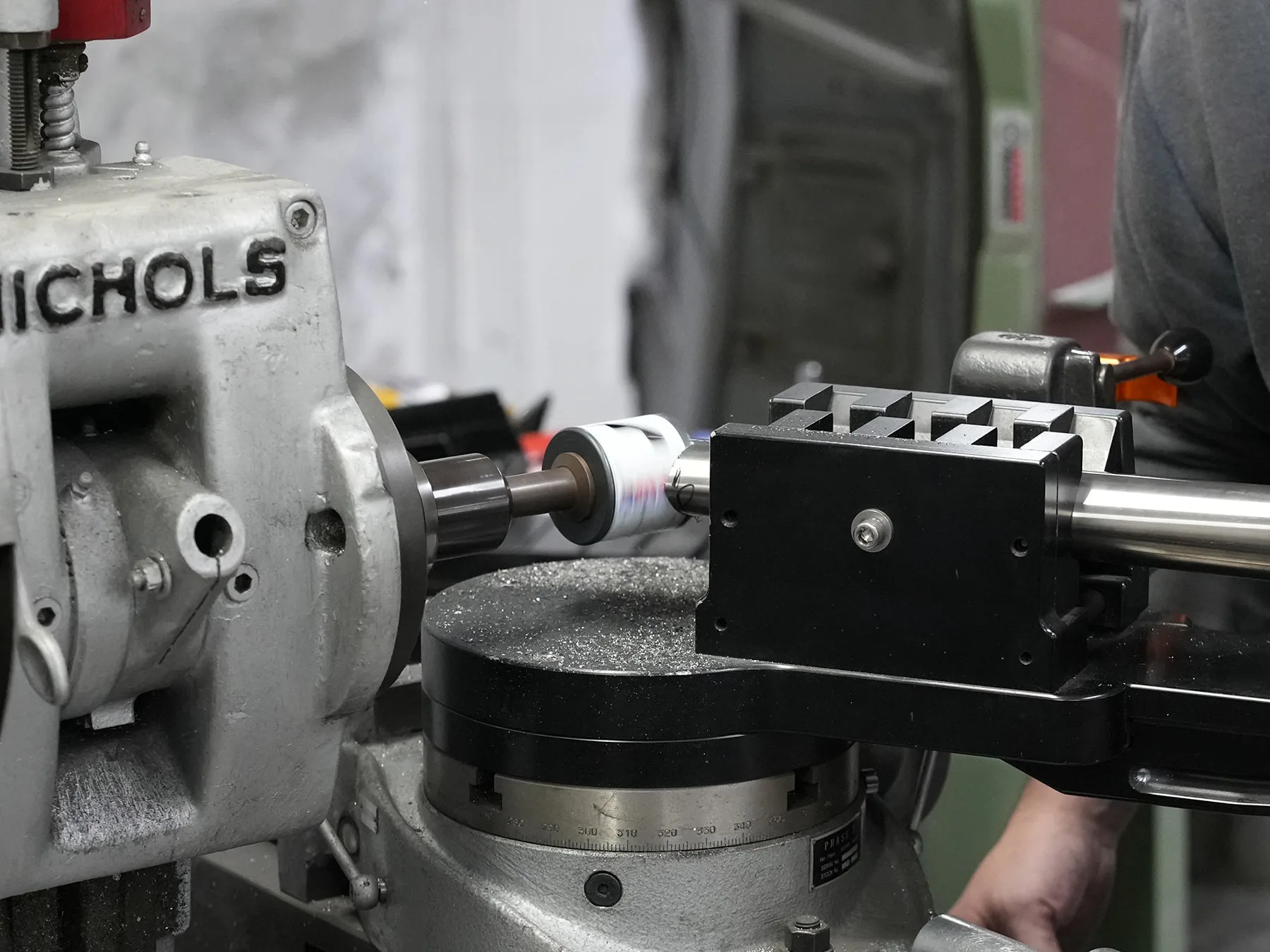
Los números de serie se estampan en el marco colocando caracteres individuales en una placa y luego haciendo rodar el casquillo de la bola bajo presión. Muy manual y muy chulo.


Una vez cortados a la longitud adecuada, los tubos se cortan en inglete, se perforan y se preparan para su construcción.


Las vainas están soldadas con un espaciador de eje más ancho, porque tiran hacia adentro a medida que se calientan, por lo que las sueldan según las especificaciones en lugar de tener que doblarlas para alinearlas después del hecho.





Los tubos principales se clavan con tachuelas y luego se verifica su alineación entre cada paso.
Clavan la plantilla, pero no la sueldan, porque una vez que esté clavada, querrá tirar en una dirección u otra. Entonces marcarán dónde quieren comenzar y terminar la soldadura para poder, literalmente, soldarla y alinearla. El resultado es un mejor producto final que no requiere manipulación manual una vez finalizado.

Todo el archivado se realiza en una habitación separada para que no quede polvo y se limpia entre cada paso. Cada marco es sometido a control de calidad por alguien que no sea el soldador.

Después de la verificación final de alineación, se escaria, se refrenta y se perforan los orificios para los puertos de cables, portabidones, etc. Luego se construyen bicicletas completas y todo se cubre completamente con plástico de burbujas y se empaqueta para su entrega.
Más cosas interesantes

Las potencias impresas en 3D del No.22 se combinan con espaciadores de dirección de forma adaptada con puertos para el enrutamiento interno de cables. Estos le dan a la bicicleta completa un aspecto extremadamente elegante e integrado (consulte mi reseña de la gran división para muchas fotos)


Si bien la tapa del juego de dirección es de una sola pieza y requeriría retirar la línea de freno para cambiarla, los espaciadores están segmentados y codificados para que puedas realizar ajustes de ajuste… así que tal vez optes por un tubo de dirección un poco más alto si no estás seguro de dónde quieres tu altura de la pila para terminar. Siempre puedes reducirlo…


…pero no puedes volver a aumentar la longitud del tubo de dirección. La potencia número 22 tiene un diseño sólido y también actúa como tapa superior. También se puede anodizar para que combine con el resto de la bicicleta, al igual que los adornos de los mástiles de sus bicicletas con tubo de sillín de carbono.

También ofrecen cámaras de seguridad con un diseño con llave que te permite viajar más fácilmente con tu bicicleta en un estuche más pequeño.
Muchas gracias a No.22 por recibirme y mostrarnos la fábrica. Su atención al detalle y el orgullo por su trabajo realmente se nota, y sus bicicletas terminadas son nada menos que hermosas. ¡También viajan muy bien! También es agradable ver una marca de titanio impulsando lo último en tecnología. Sus tallos impresos en 3D fueron un comienzo, pero su futuro bicicleta aerorreactor lleva las cosas a otro nivel.